


生產流程

1. 精密鍛造
透過精密鍛造將產品粗胚成型。
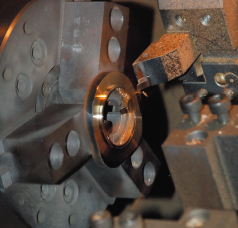
2. 加工
以精密加工將產品,做定型及細部修整。

3. 鑽孔
依設計所需做鑽孔。

4. 精密鍛造
透過精密鍛造將產品粗胚成型。

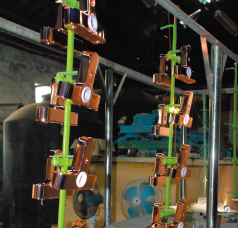
5. 硫酸銅
透過正負極電流釋放紅銅,經多次的浸泡可使表面毛細孔慢慢填滿,更穩固及持久耐用,表面光澤更為完美。
6. 電鍍
通過美國SC2電鍍標準,更擁有ISO9001之專業電鍍廠。
電鍍膜厚度:CR鉻0.2~0.25um,Ni鎳12um以上。
電鍍膜厚度:CR鉻0.2~0.25um,Ni鎳12um以上。

7. 品管檢驗
每件產品均需經過嚴格的檢驗才能包裝出貨。

8. 水壓測試
以RO逆滲透水做測試,用潔淨的水不會污染水路。
高水壓:15kgf/cm2
低水壓:5kgf/cm2
高水壓:15kgf/cm2
低水壓:5kgf/cm2

9. 鹽霧測試
120小時以上,確保龍頭本體更耐用明亮。

10. 流量測試
出水壓力 (1.5-3公斤水壓)
使用設備:動壓流量試水機
使用設備:動壓流量試水機
壓力單位:kg/cm2 流量單位: L
|
自潔頂噴
|
三段式按摩蓮蓬頭
|
||||
| 量測動壓 (kg/cm2) |
流量 (L/min) |
量測動壓 (kg/cm2) |
噴霧 (L/min) |
花灑 (L/min) |
按摩 (L/min) |
| 1.5 | 8.33 | 1.5 | 4.06 | 8.88 | 7.11 |
| 2.0 | 9.90 | 2.0 | 4.72 | 10.42 | 8.37 |
| 2.5 | 11.35 | 2.5 | 5.32 | 11.86 | 9.51 |
| 3.0 | 12.63 | 3.0 | 5.86 | 12.94 | 10.51 |